
Apr 15, 2026
5 min read
Digital tools are not neutral instruments; they actively participate in the production of form. - Antoine Picon
After establishing the generative system in Grasshopper, I shifted focus toward interpreting it through digital fabrication. The aim was to translate the data-driven diagrams into physical objects using three machinic processes: CNC milling, 3D printing, and laser etching.
CNC MILLING
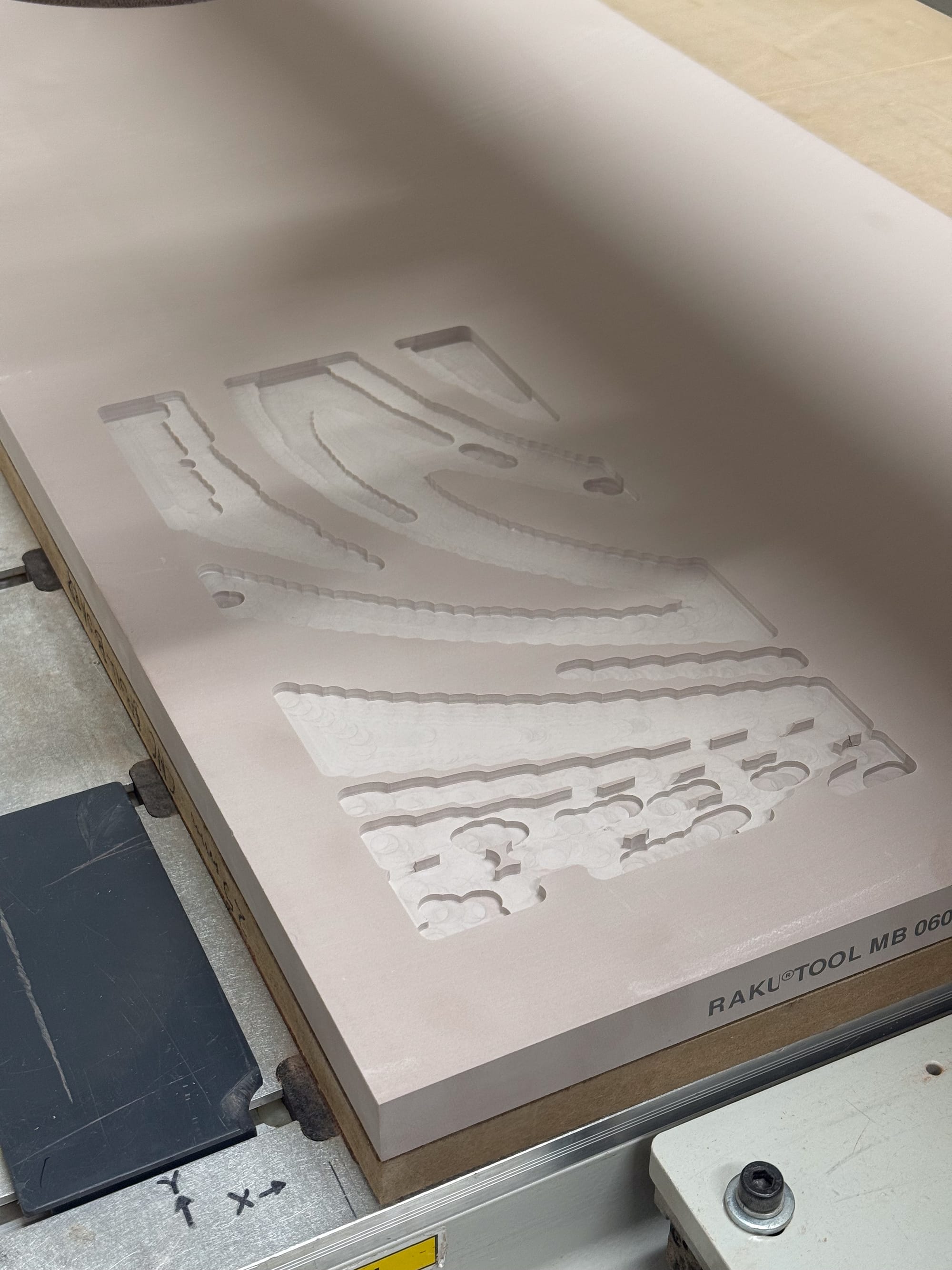
With CNC milling, the translation was relatively direct. The data diagrams became toolpaths, where curves defined in plan were resolved as parallel passes with undulation in the Z-axis. Adjusting the tool type and radius allowed for simplification of the process and reduced machining time.
0:00
/0:08
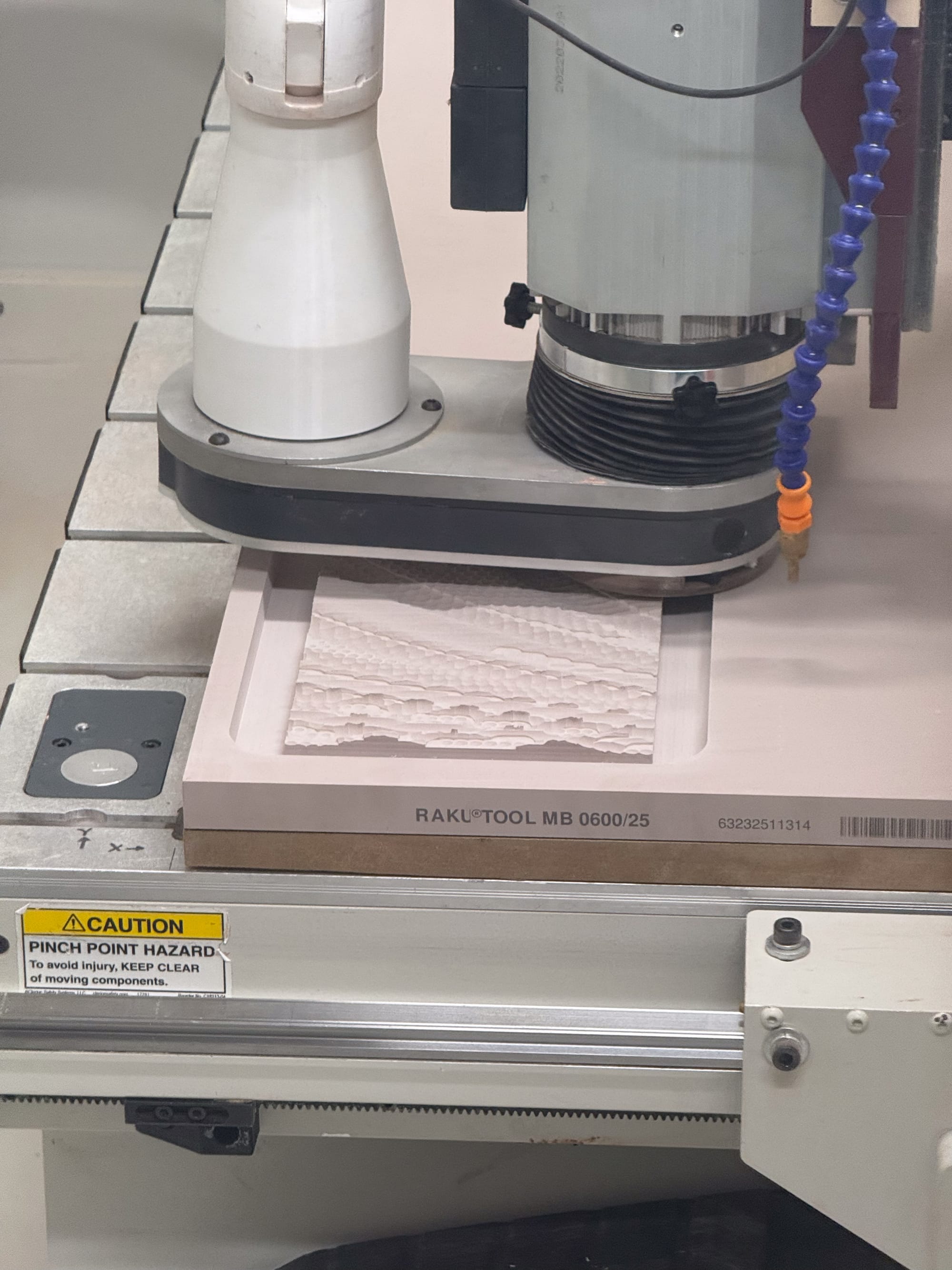
Each tile was produced through a two-stage workflow: an initial roughing pass using a flat-end mill to remove bulk material and minimise stress on the tool, followed by a finishing pass using a ball-nose bit that traced the pattern as a series of engraving curves. All toolpaths were generated in RhinoCAM, with average milling times of 30–35 minutes per tile, excluding tool changes.
0:00
/0:08
CNC Milling Process
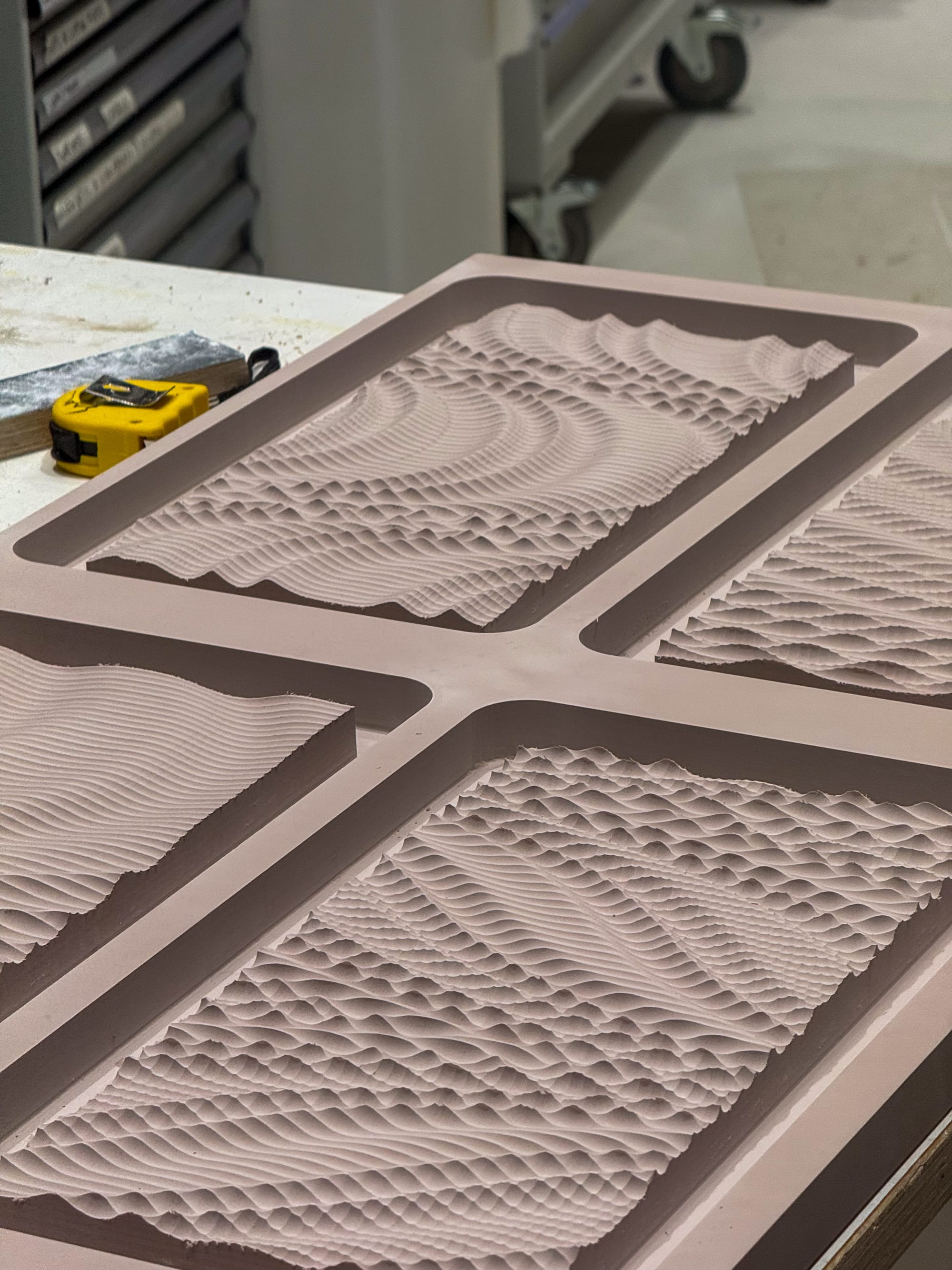
Chemiwood proved to be a stable and forgiving material for this process, particularly in its compatibility with downstream moulding workflows and polarity inversion through silicone casting. Grasshopper-generated meshes were also used to define roughing templates, ensuring excess material was removed efficiently and reducing unnecessary strain during machining.



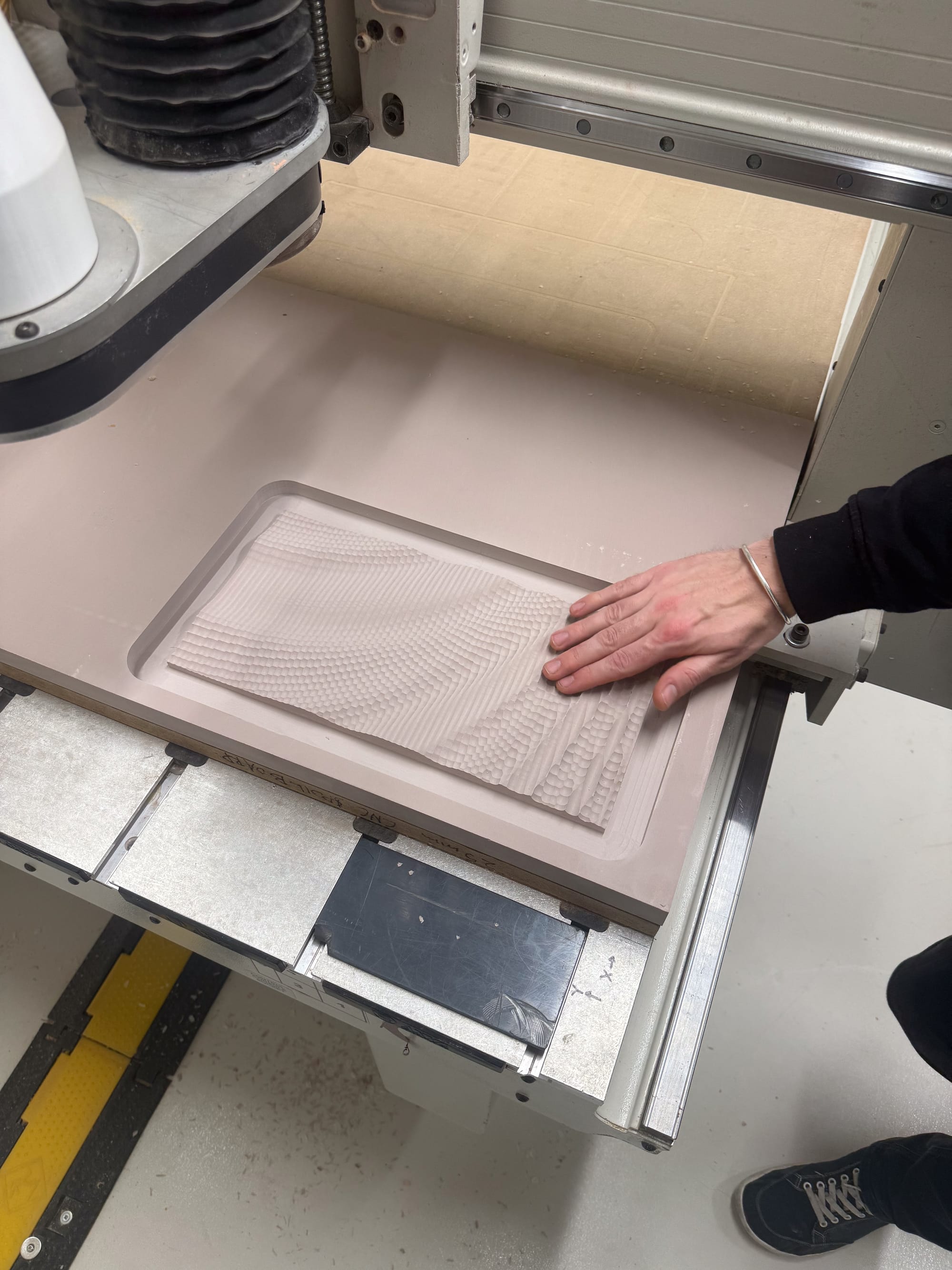
CNC Prototypes

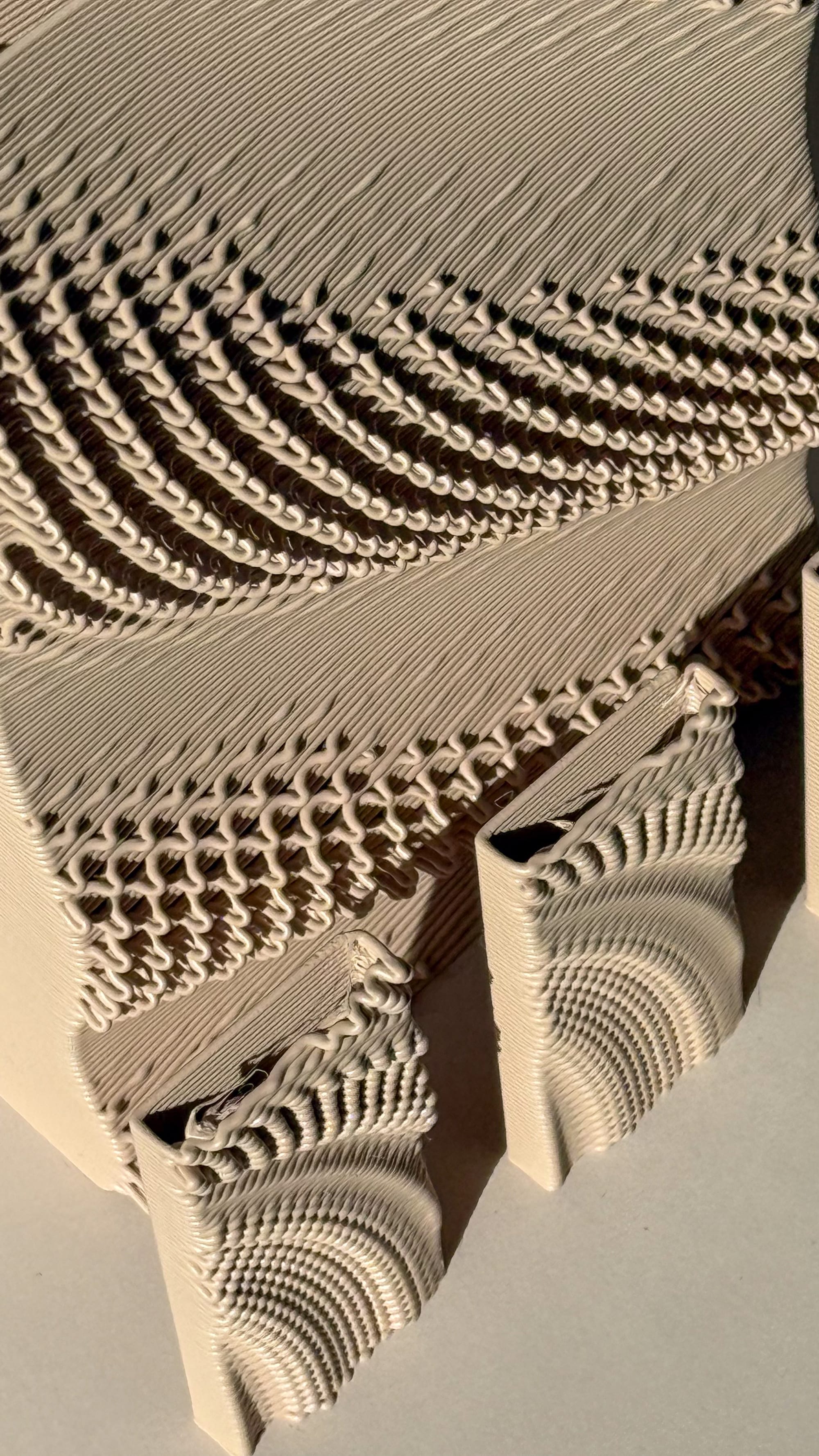
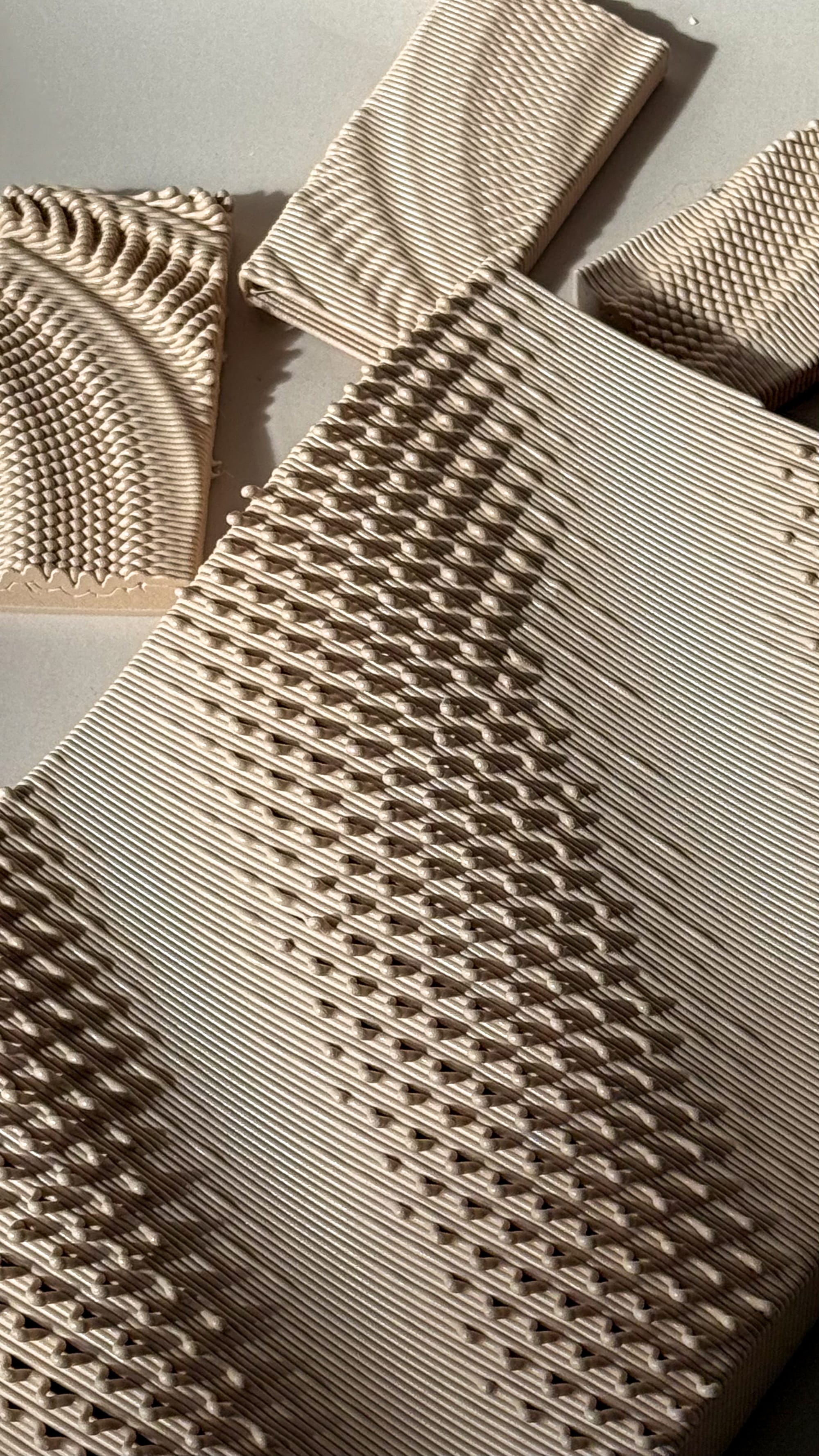
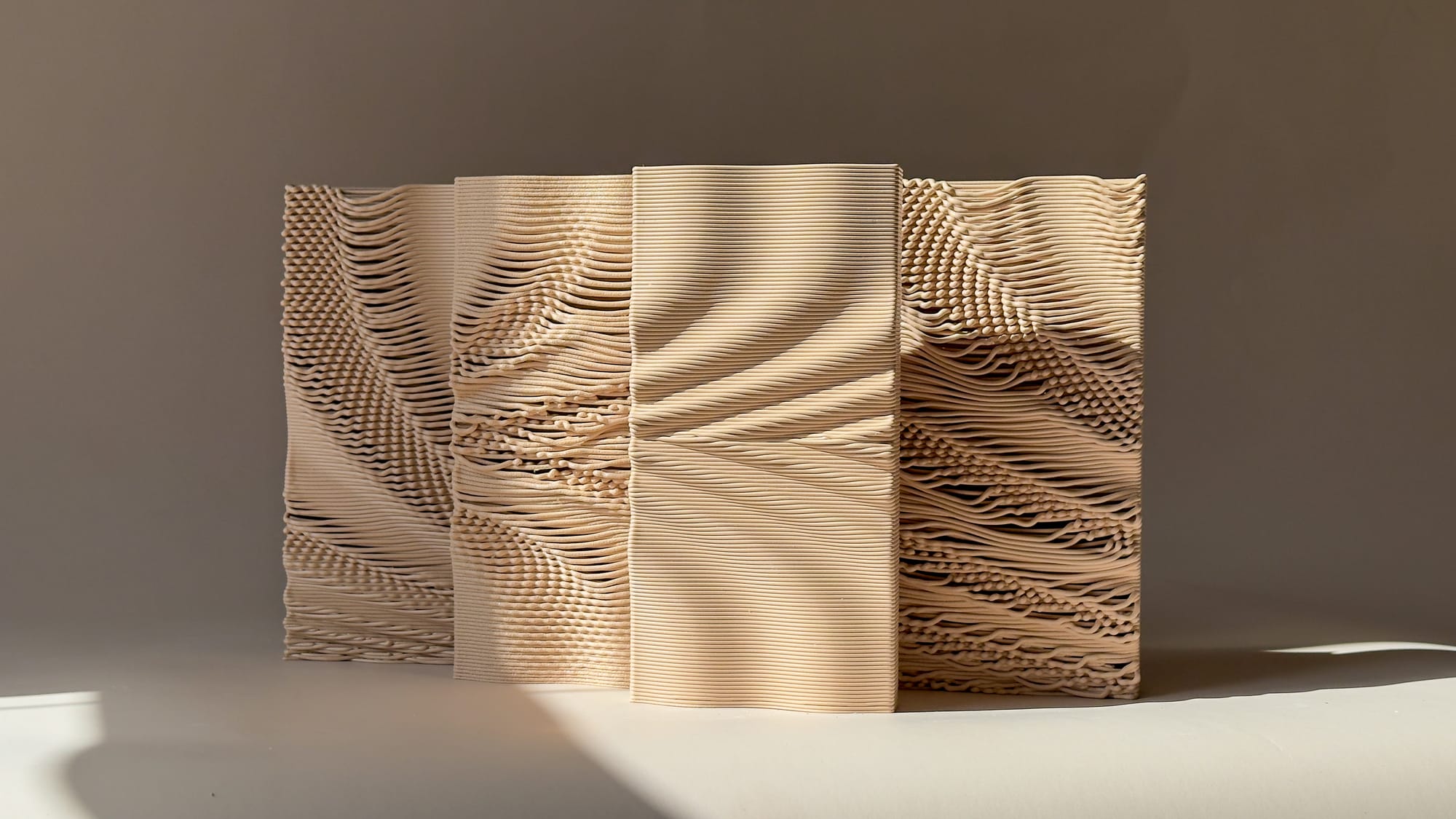
3D PRINTING
In 3D printing, the same data was reinterpreted as deposition paths for PLA. I tested both conventional sliced geometry and custom G-code workflows. Using a 1.8 mm nozzle on a Prusa XL allowed for high extrusion rates and increased layer height, pushing the limits of resolution and speed. While the G-code approach introduced additional complexity, it enabled a higher degree of control. Beyond simply following geometry, parameters such as extrusion rate and print speed could be modulated directly, allowing the print itself to become an index of the underlying data.
0:00
/0:08
Early issues included inconsistent bed adhesion, often due to insufficient temperature, and minor modelling errors that affected print stability. In one instance, printing PLA at PETG temperatures led to excessive melting, altering the microtexture and causing structural instability. As the G-code workflow became more refined, I began to explore alternative pattern translations. One approach involved encoding the pattern within a single layer, shifting from vertical undulation in Z to planar variation. Despite this geometric shift, the results remained recognisably part of the same system, demonstrating how the pattern could persist across different modes of expression.



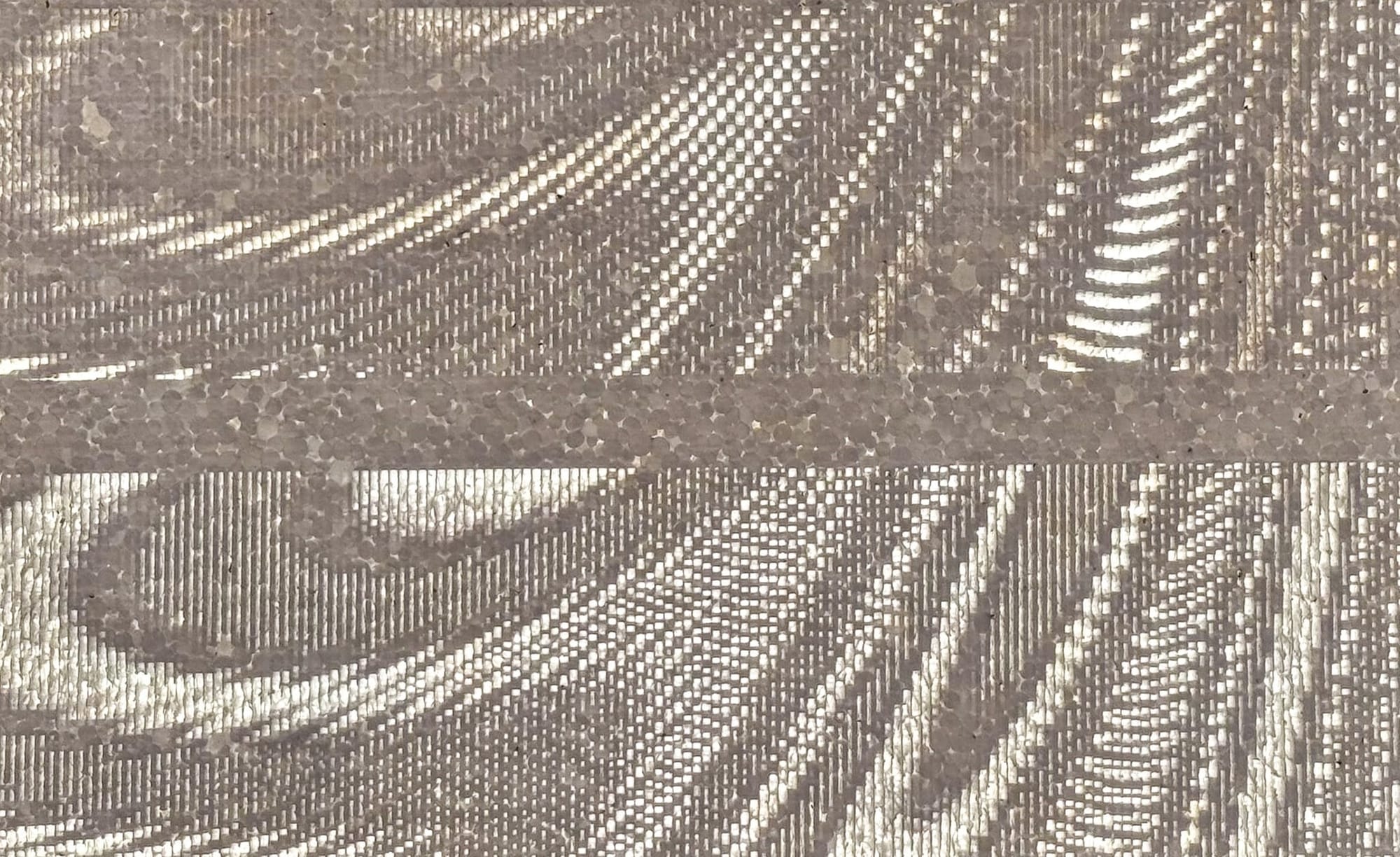
LASER ETCHING
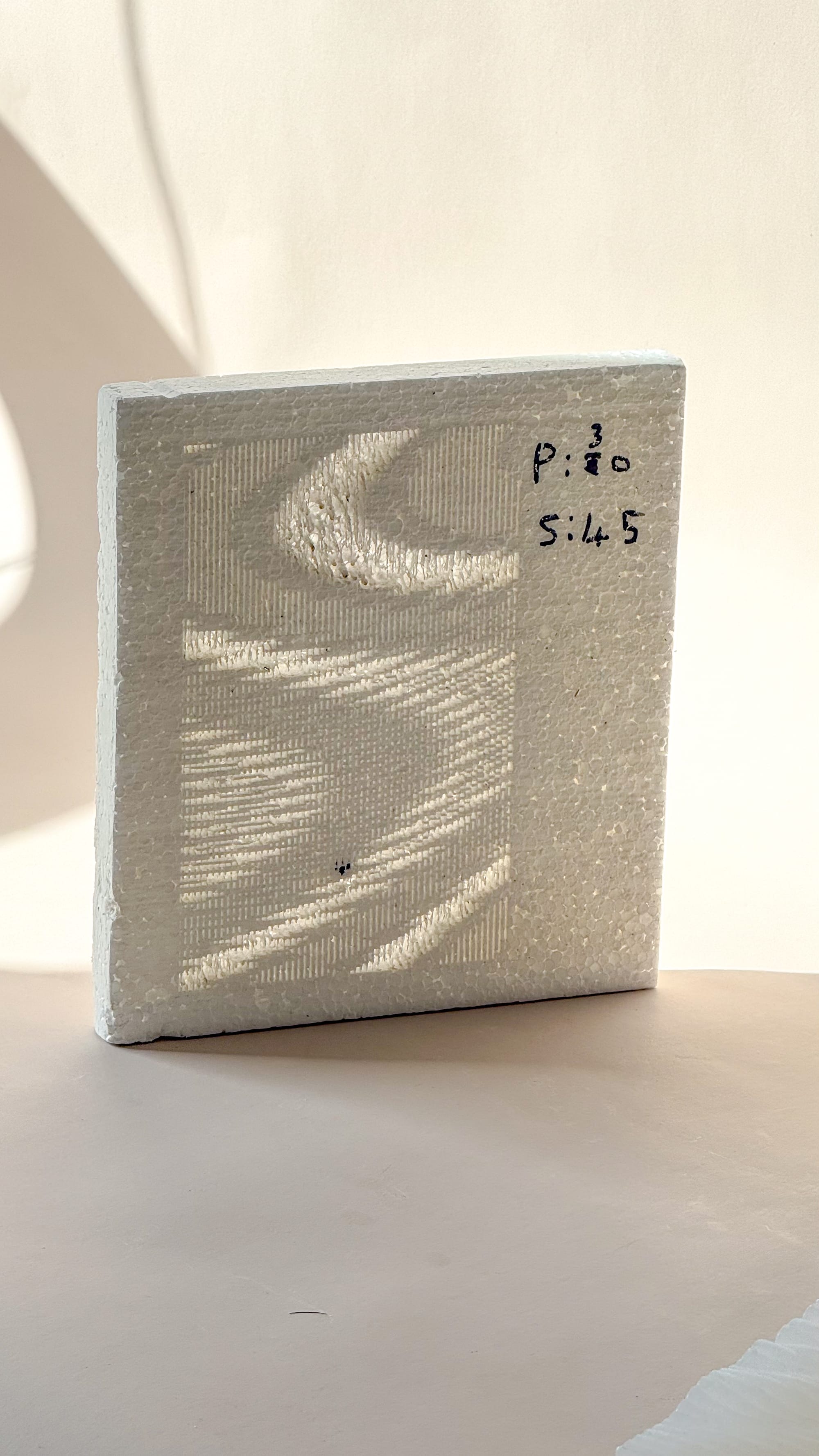
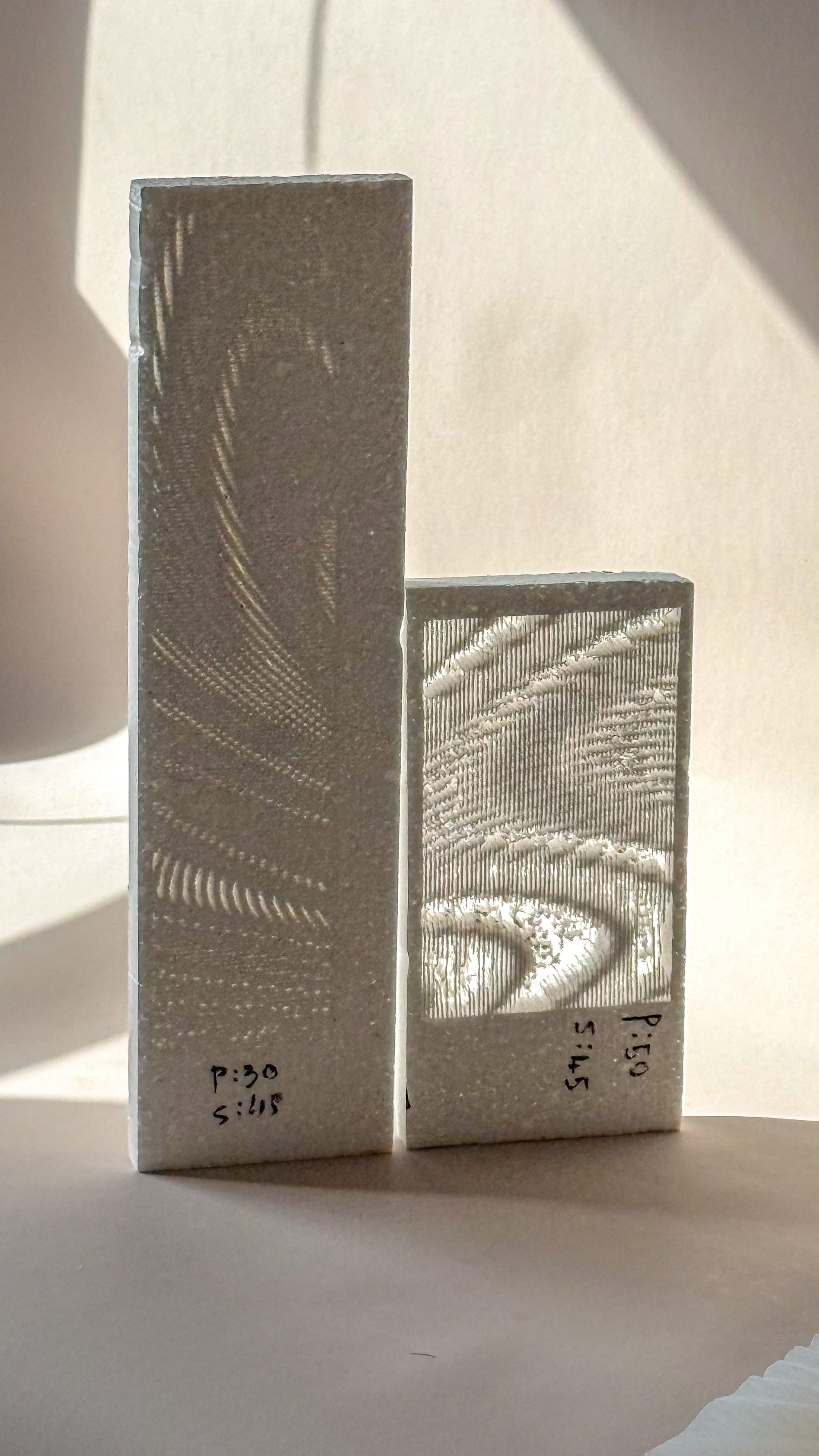
Laser etching provided the most straightforward translation. The diagrams were converted into greyscale bitmaps, where tonal variation controlled laser intensity. Initial tests were conducted on Styrofoam, which proved responsive due to its softness and porosity. One of the more interesting outcomes was the ability to modulate transparency through pattern density.
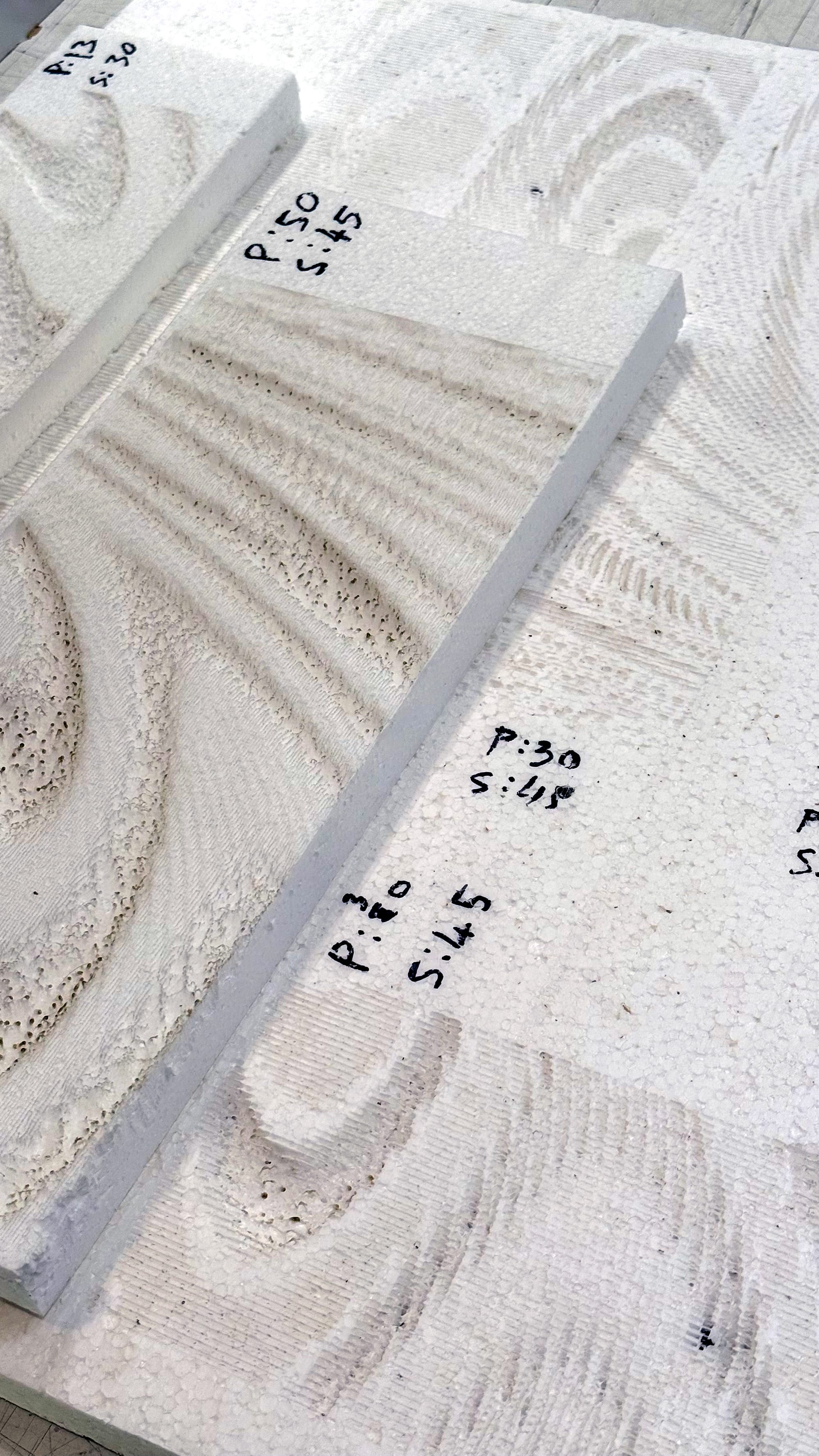
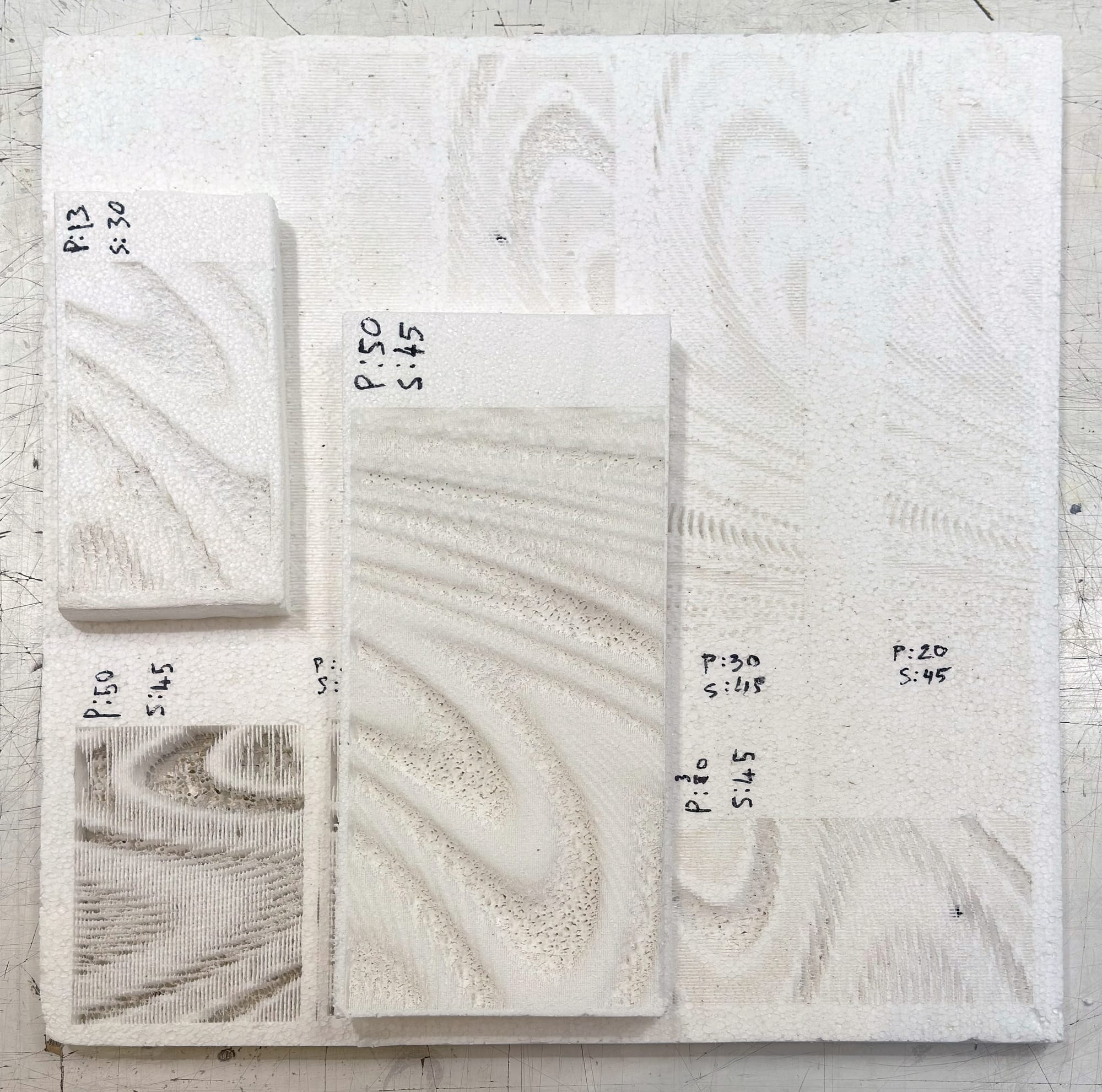


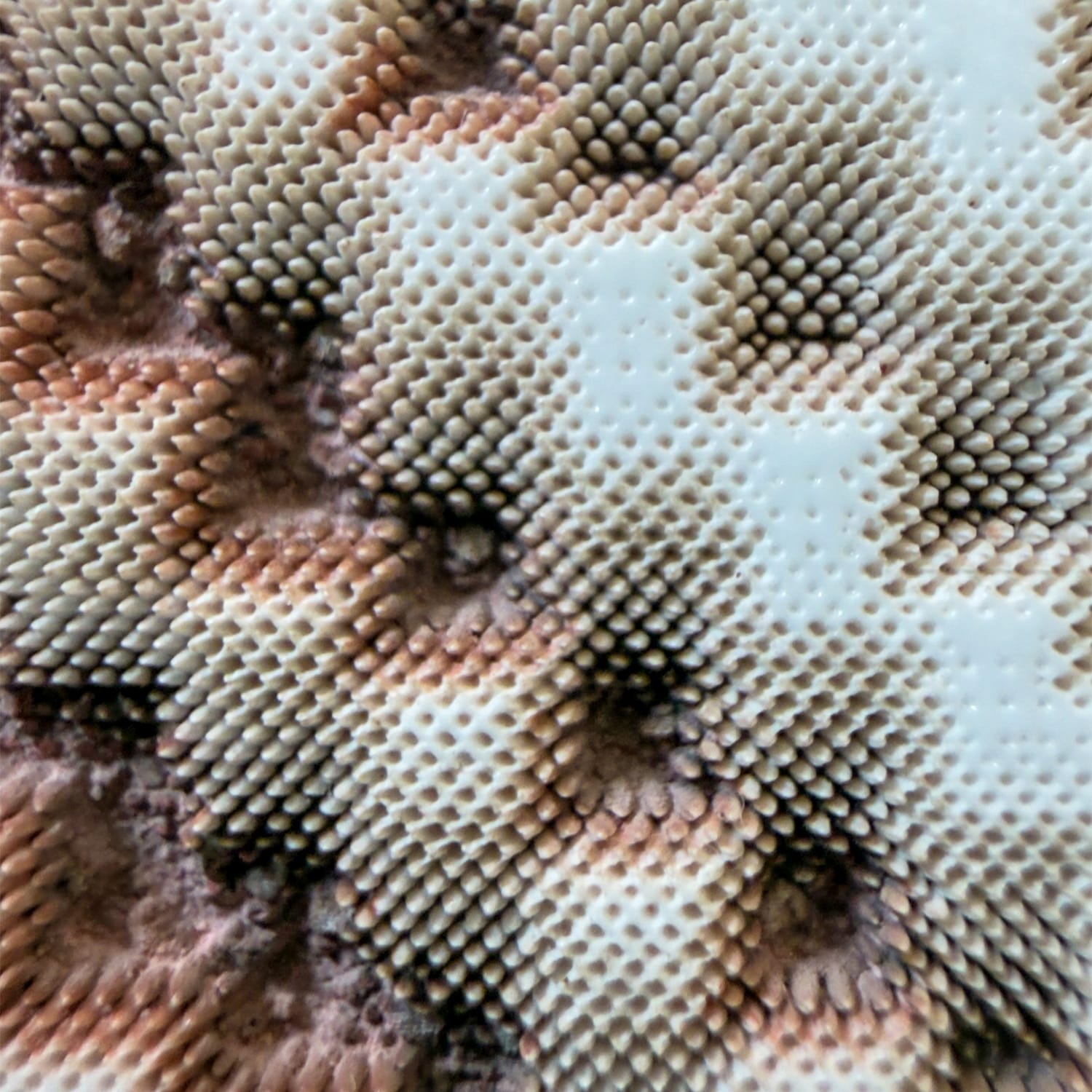
Subsequent tests focused on etching directly into cast tiles with layered pigmentation, where the process revealed underlying colour strata. This required careful calibration, often involving multiple passes to achieve the desired depth. In parallel, I tested etching through spray-painted surfaces, allowing the pattern to emerge through selective removal. The interaction between colour and physical depth produced a range of surface effects.
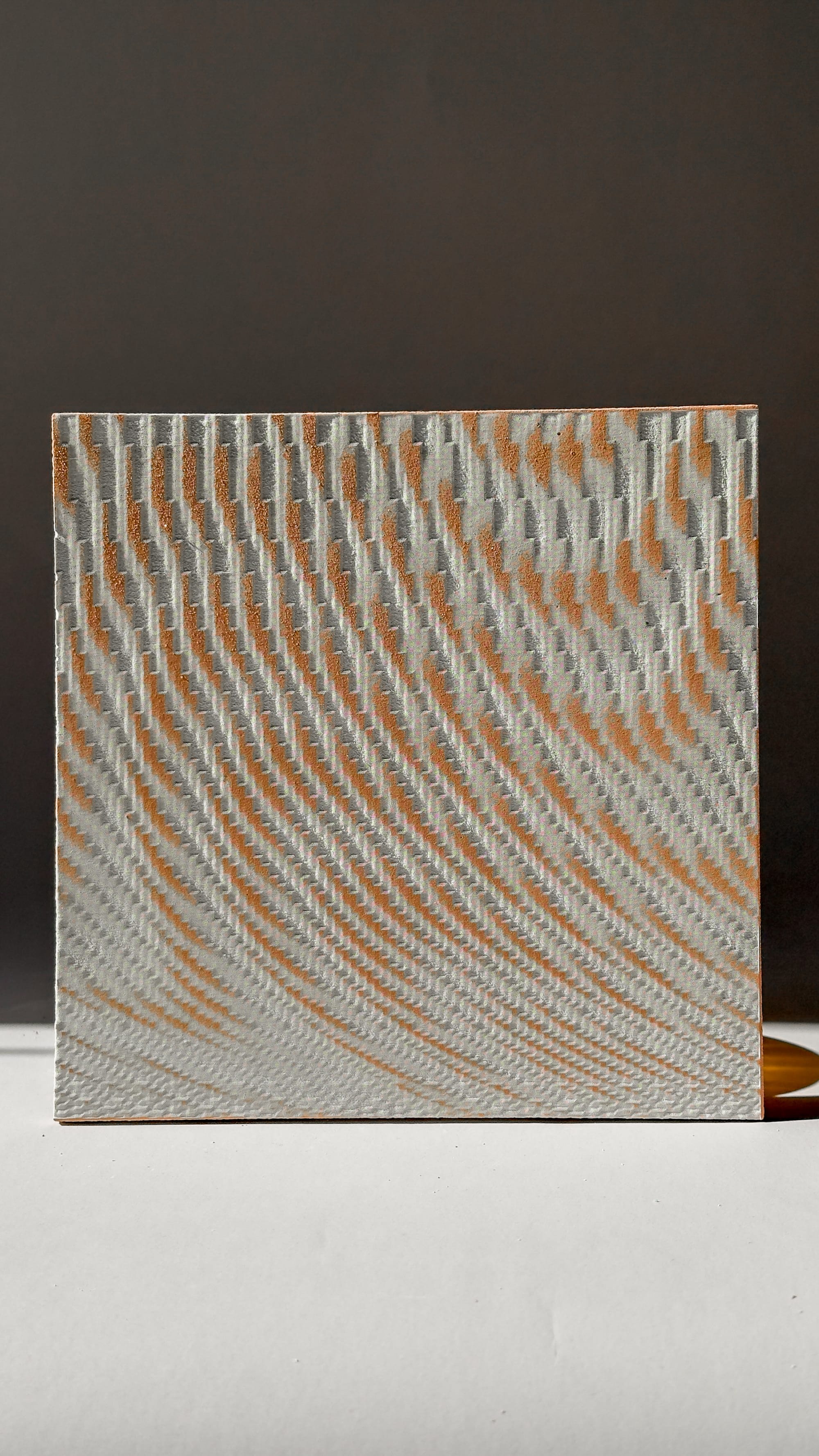
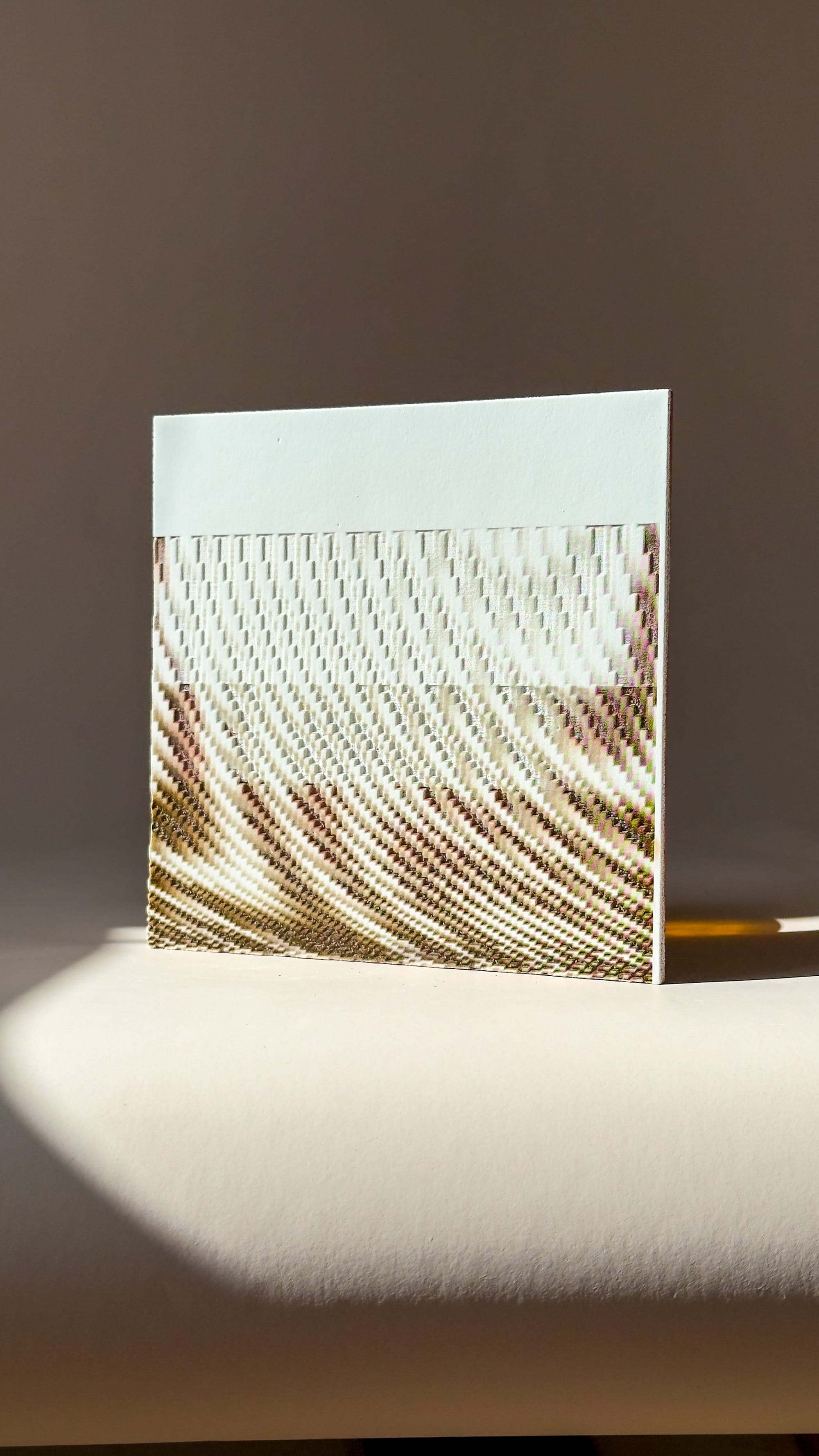
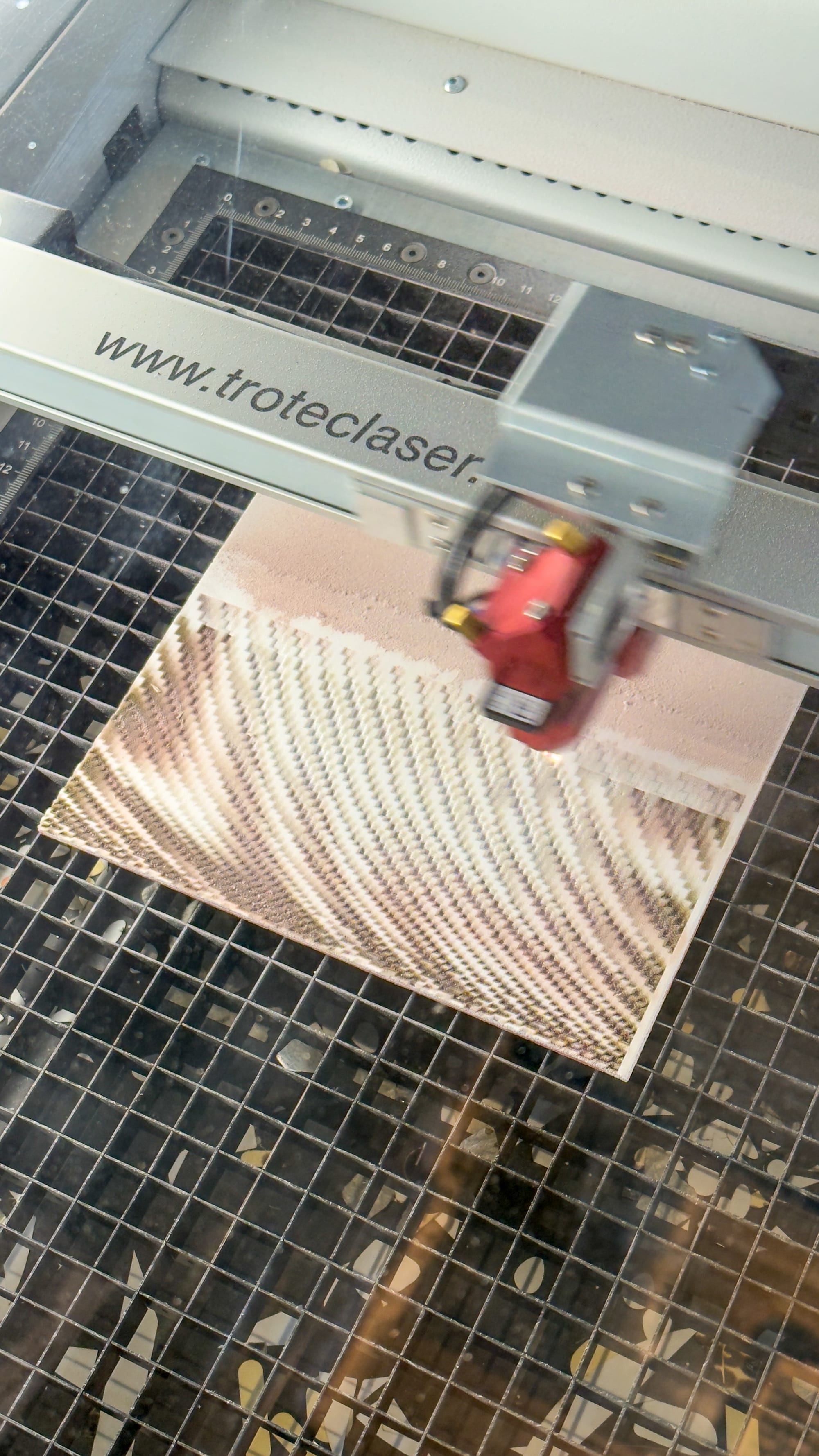
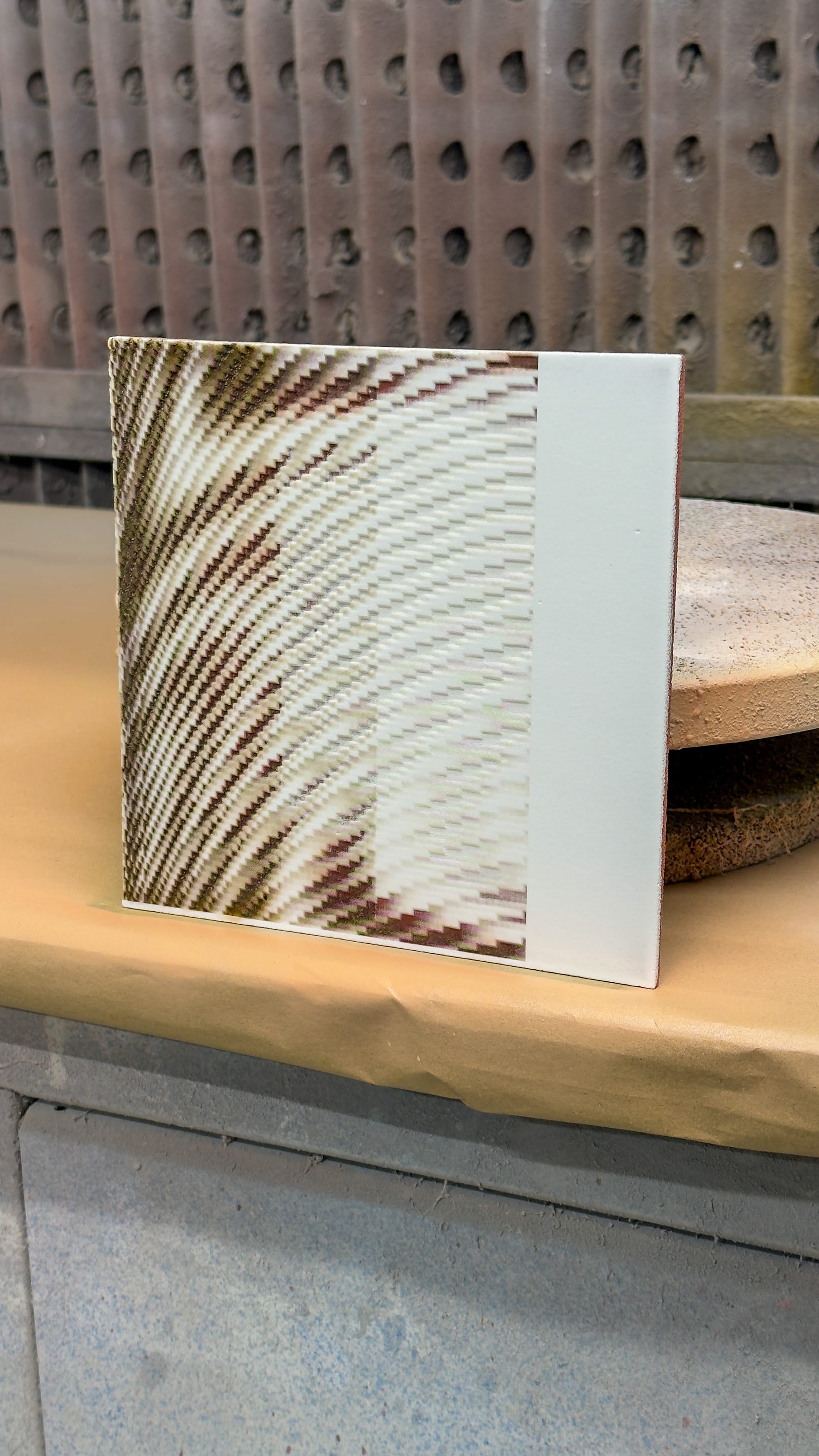
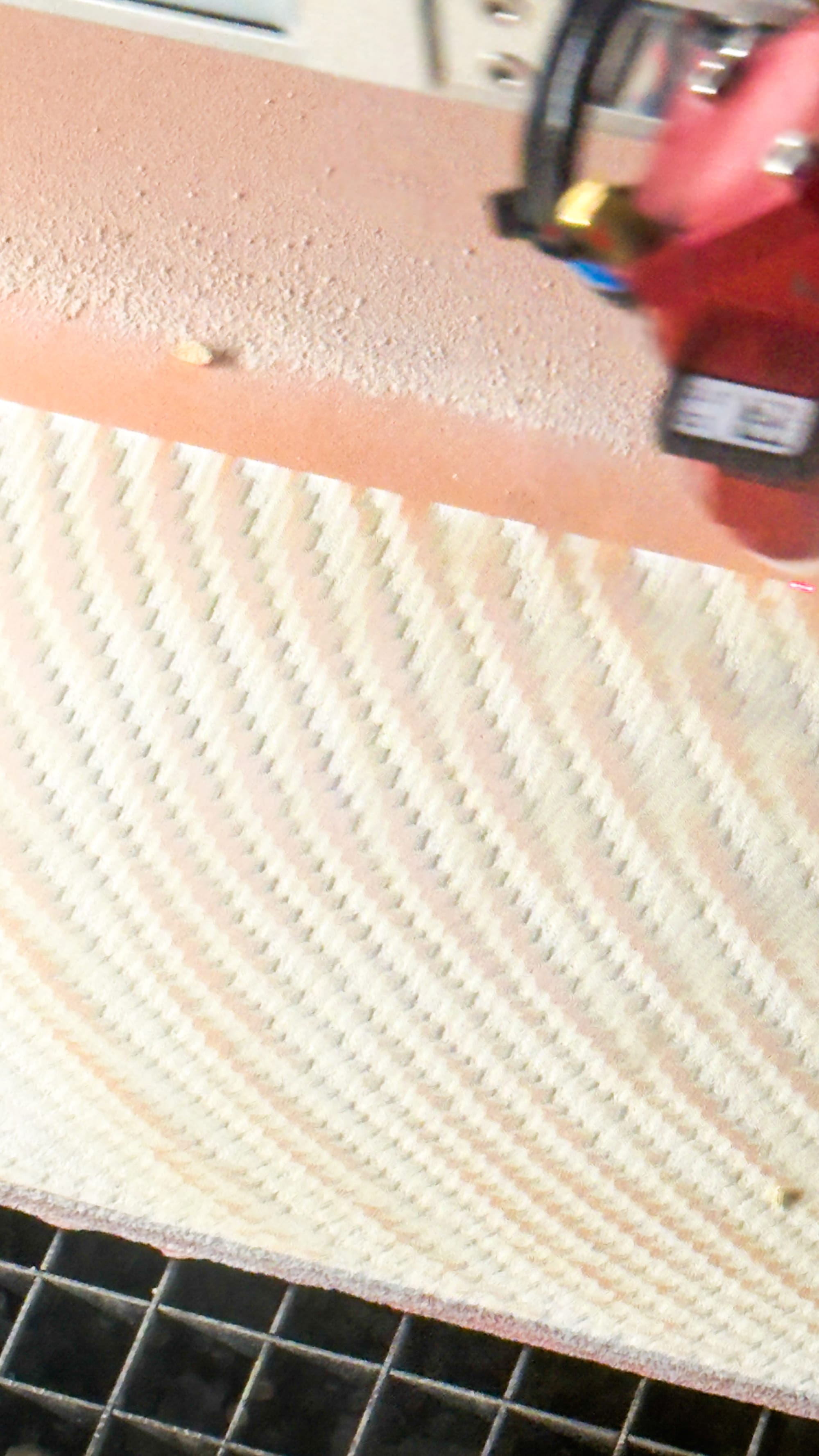
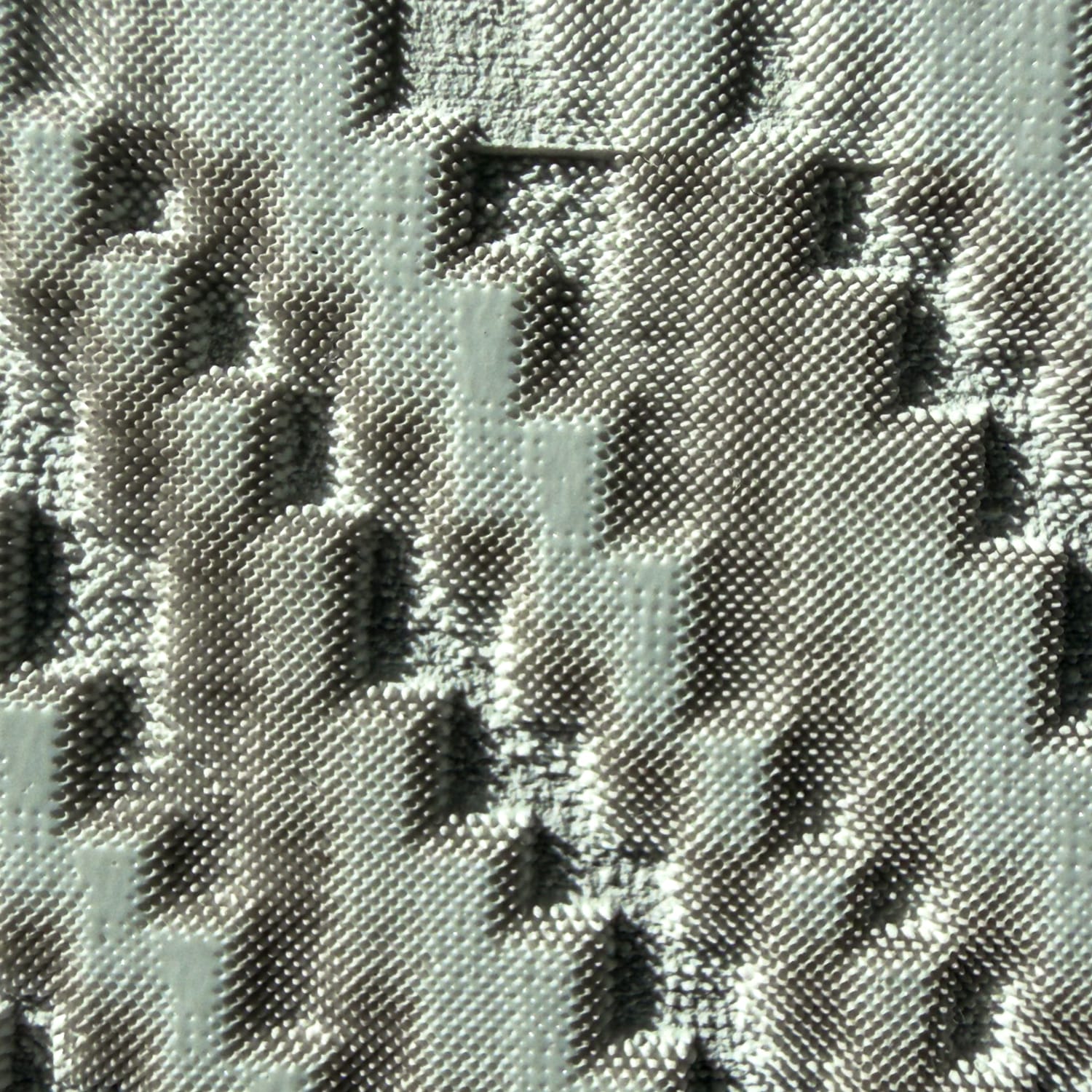
The behaviour of the laser introduced a different type of constraint. Rather than a continuous response, the relationship between greyscale values and etch depth operated in discrete steps, making calibration critical. Fine-tuning these values became essential in predicting outcomes. At a micro scale, the etched surfaces revealed a point-based grid structure inherent to the bitmap interpretation, which became particularly evident under magnification. Power settings were adjusted depending on material and depth requirements, with multiple lighter passes often producing more controlled results than a single high-intensity exposure.






FINAL THOUGHTS
Digital fabrication, in this context, becomes less about execution and more about translation. The pattern operates as a transferable structure, while the machines act as agents that reshape it. What remains consistent is not the form, but the logic that generates it, allowing the work to move between processes while maintaining a coherent identity.
This project was developed with support from Arts Council England through the Developing Your Creative Practice (DYCP) programme. The funding enabled a period of focused research and experimentation, exploring the translation of computational design systems into physical making processes.